Cleaning up the largest and most contaminated site within the Canadian Great Lakes requires in-depth planning, dredging up layers and layers of historic pollution.
But with the help of the Lieutenant General John Simcoe dredge, things are looking up for Hamilton Harbour.
Wayne Harris, senior project manager with Milestone Environmental Contracting, discussed the methodologies involved in the second phase of Hamilton, Ont.’s Randle Reef Sediment Remediation Project during the RemTech East event held recently in conjunction with the Canadian Water Summit.
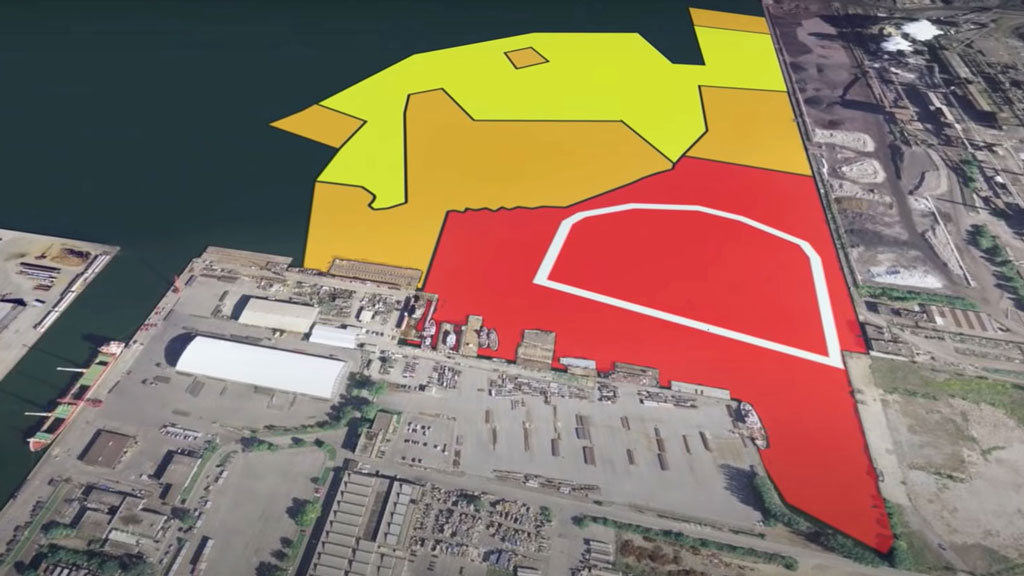
Located in the southwest corner of Hamilton Harbour, the Randle Reef site is about 60 hectares and contains about 615,000 cubic metres of sediment contaminated with polycyclic aromatic hydrocarbons (PAH) and other toxic chemicals.
Impacted by historic operations, the site has a legacy of a variety of past industrial processes dating back to the 1800s, explains the project’s website, with multiple sources of contamination including coal gasification, petroleum refining, steel making, municipal waste, sewage and overland drainage.
Thus, it was decided in the late 1980s that something had to be done. It wasn’t until many years later that the remediation efforts took effect, however.
Environment and Climate Change Canada is the project lead and Public Services and Procurement Canada provides technical, construction management and procurement services for the $138.9-million project.
Stage 2 was completed by the Fraser River Pile and Dredge (GP) Inc. and Milestone Environmental Contracting Inc. joint venture (Milestone-FRPD JV) with major subcontractor Veolia Water Technologies Canada who provided the design and operation of the water treatment plant.
The multi-year project includes three stages and is funded by all levels of government and Stelco. Stage one, completed in 2018, involved the design of a remediation plan that included constructing a 6.2 hectare Engineered Containment Facility (ECF) over the most contaminated sediment, Harris said. The facility is made of double steel sheet pile walls with the outer walls driven to depths of up to 24 metres into the underlying sediment. Stage one also included the reconstruction of an adjacent shipping pier.
In stage two, the team used a combination of hydraulic and mechanical dredging to remove about 450,000 cubic metres of the remaining contaminated sediment and place it for permanent storage within the ECF.
“The dredging of the contaminated sediments also involved the treating and dewatering the ECF to balance the water input into the ECF,” said Harris. “This involved the design/build of a water treatment plant that would match the input of the dredging and balance the water level within the ECF. Dredging was followed by thin layer capping of marginally contaminated sediment and isolation capping of the Stelco intake/outfall channel sediments.”
The second phase involved a cutter suction hydraulic dredge making multiple passes along the bottom of the harbour to reduce the possibility of leaving behind contaminants.
“Because it’s a federal contract we had to meet the Floating Plant Clause, which is a federal requirement for any dredging project that all vessels used in the dredging must be Canadian built and Canadian registered,” said Harris.
“The first task that we did…is we had to design and assemble a cutter suction dredge and it was built in Hamilton. It’s designed specifically for this project. That suction dredge was eventually called the Lieutenant General John Simcoe.”
The other side of the dredging involved debris management.
“Through side scan survey and multibeam hydrographic surveys we determined where there could be large pieces of debris existing that could hamper our efforts for the dredging so we went and removed large pieces of debris. Then, during the dredging, there was a continuous effort to remove the debris that would accumulate on the dredge cutter head,” said Harris.
The channel between the ECF and the Stelco property required an environmental cap to contain highly contaminated sediment that could not be fully removed by dredging. A 700-millimetre-thick cap consisting of sand with a minimum organic carbon content of three per cent was layered above the sediment to bind the contaminants. Reactive core mats were used to enhance the effectiveness of the sand isolation cap, which is protected from underwater erosive forces by armour stone.
“That also involved technology using GPS placement and control of the material and verification of our placement of the layers using GPS hydrographic surveying and core sampling to verify the sand capping thicknesses,” said Harris.
The excess contaminated water was treated by an onsite water treatment system to remove any remaining sediment or dissolved contaminants.
“What we use is called the ACTIFLO technology from Veolia,” said Harris. “It’s a high-rate clarification process which uses flocculation technology. It has a compact footprint. It has the ability to handle variations in turbidity because we’re handling water with high suspended sediment solids. It produces a high-quality effluent.”
As part of Stage 3, expected to be tendered later this year, the ECF will be covered by a multi-layered environmental cap accompanied with consolidation and dewatering of the sediments. Once completed, the ECF will be developed as a port.
Ultimately, the Hamilton Oshawa Port Authority will take ownership of the facility and be responsible for monitoring, maintaining and developing the site. The facility is expected to have a 200-year life span.
Recent Comments